The failure mode is predictable. A 120-room hotel fit-out is three weeks from handover. The plumber calls: the concealed valve bodies are sitting 8mm proud of the tile plane because the rough-in depth spec didn't account for the 12mm stone cladding. The trim plates won't seat. The inspector won't sign off. Tile has to come off 40 shower walls.
That's not a plumbing problem. It's a specification problem — and it was locked in the moment someone ordered valves without cross-referencing rough-in depth against the wall assembly drawing.
We see this pattern regularly from project procurement teams sourcing Concealed Shower Valves for the first time at commercial scale. The valve itself is fine. The spec sheet was never read against the actual wall build-up. This guide walks through the three specification gaps that cause inspection failures, the wall assembly variables you need to resolve before ordering, and the factory-side controls worth verifying before you commit to volume.

The Three Specification Gaps That Cause Rework
Most rough-in inspection failures on commercial projects trace back to one of three gaps. They're not obscure — they're just easy to skip when procurement is moving fast.
Gap 1: Rough-in depth specified without wall assembly input
Every concealed valve has a nominal rough-in depth — the distance from the finished wall surface to the centerline of the inlet connections. Standard range for most commercial concealed valves is 60–90mm from the finished wall face. The problem is that "finished wall face" is not a fixed number. It depends on the wall assembly: stud or concrete substrate, backer board type and thickness, tile or stone thickness, and adhesive bed depth.
A 20mm porcelain tile on 12mm cement board over a steel stud gives you a very different finished wall plane than 30mm marble on a direct-bonded concrete wall. If the valve spec sheet says "rough-in depth: 65mm" and your wall assembly adds up to 75mm of build-up, you have a problem before the first tile is set.
Gap 2: Missing or wrong market certification
cUPC is required for plumbing fixture installation in most US and Canadian jurisdictions. WaterMark is mandatory in Australia. CE covers European conformity but doesn't substitute for country-specific water regulations in some markets. Specifying a valve without confirming the certification against the project's jurisdiction means the inspector may reject the installation regardless of how well the valve was fitted.
We've had buyers come to us after ordering from a factory that listed "CE certified" on a product destined for a US hotel project. CE doesn't satisfy a US plumbing inspector. The valves had to be replaced before the project could close.
Gap 3: Thread tolerance loose enough to cause field leaks
This one doesn't show up at rough-in inspection — it shows up six months later as a callback. Valve seat threads machined to ±0.2mm or looser allow micro-movement under thermal cycling, which eventually produces a drip. On a 200-room hotel, even a 5% callback rate is 10 service calls. At commercial labor rates, that's a significant warranty exposure.
The fix is upstream: specify thread tolerance at the sourcing stage, not after the first callbacks arrive.
Concealed Shower Valve Specification Checklist
Before ordering at any volume, lock down these parameters against your project drawings and jurisdiction requirements.
| Parameter | Typical Commercial Range | What to Verify |
|---|---|---|
| Rough-in depth | 60–90mm from finished wall | Cross-reference against full wall assembly build-up |
| Inlet connection size | 1/2" BSP or NPT (market-dependent) | Confirm thread standard matches local supply pipe |
| Outlet connection size | 1/2" BSP or NPT | Match to shower head supply line spec |
| Rated working pressure | 0.1–1.0 MPa (typical) | Confirm against building water pressure range |
| Max flow rate | 20–30 L/min at rated pressure | Confirm against shower head flow spec |
| Valve type | Pressure balance or thermostatic | Thermostatic required in most commercial codes |
| Certifications | cUPC / CE / WaterMark | Match to project jurisdiction — not interchangeable |
| Body material | Brass (C36000-equivalent or better) | Avoid zinc alloy bodies in chlorinated water systems |
| Thread tolerance | ±0.05mm on valve seat | Request machining tolerance documentation |
| Cartridge endurance | 500,000 cycles minimum | Request test report, not just spec sheet claim |
(Note: thermostatic valves are required by code in most commercial applications in North America, the UK, and Australia — pressure balance valves are typically only acceptable in residential or low-risk settings. Confirm with your local plumbing code before specifying.)
Wall Assembly Variables That Determine Your Rough-In Depth
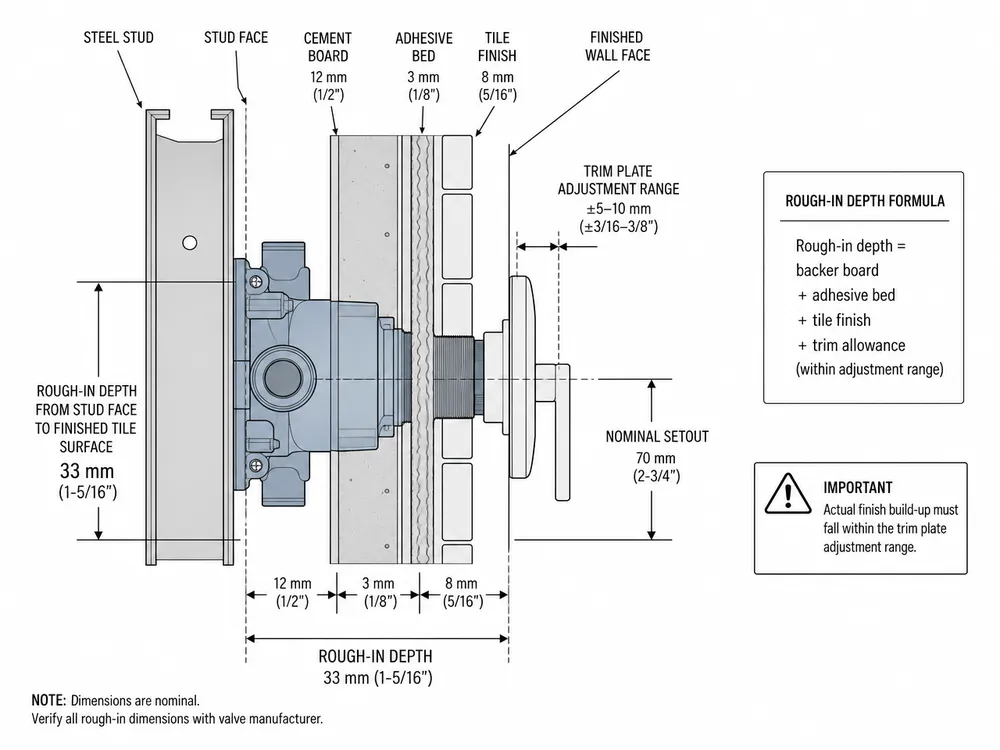
This is where most specification errors originate. The valve manufacturer's rough-in depth is measured from the finished wall surface. Your job is to calculate what that finished wall surface actually is, then work backward to the valve body position during rough-in.
The calculation is straightforward:
Finished wall depth = substrate face + backer board + adhesive bed + tile/stone thickness
Common wall assembly build-ups for commercial shower applications:
| Wall Assembly | Typical Total Build-Up |
|---|---|
| Steel stud + 12mm cement board + 10mm porcelain tile | 22–25mm |
| Steel stud + 12mm cement board + 20mm porcelain tile | 32–35mm |
| Concrete + direct bond + 10mm porcelain tile | 12–15mm |
| Concrete + 12mm render + 20mm marble | 32–38mm |
| Concrete + 12mm render + 30mm stone | 42–48mm |
| Steel stud + 12mm cement board + 30mm stone + adhesive | 48–55mm |
The valve body needs to be set so that the trim plate's adjustment range covers the finished wall depth. Most commercial concealed valves have a trim plate with ±5–10mm of adjustment from the nominal rough-in depth. If your wall assembly puts the finished surface outside that adjustment range, the trim plate won't seat flush — and that's an inspection failure.
The practical rule: set the valve body so the front face of the valve body is flush with or 2–3mm behind the stud/substrate face. Then verify that the finished wall build-up falls within the trim plate's adjustment range. If it doesn't, you need a valve with a deeper or shallower rough-in specification, or a different trim plate configuration.

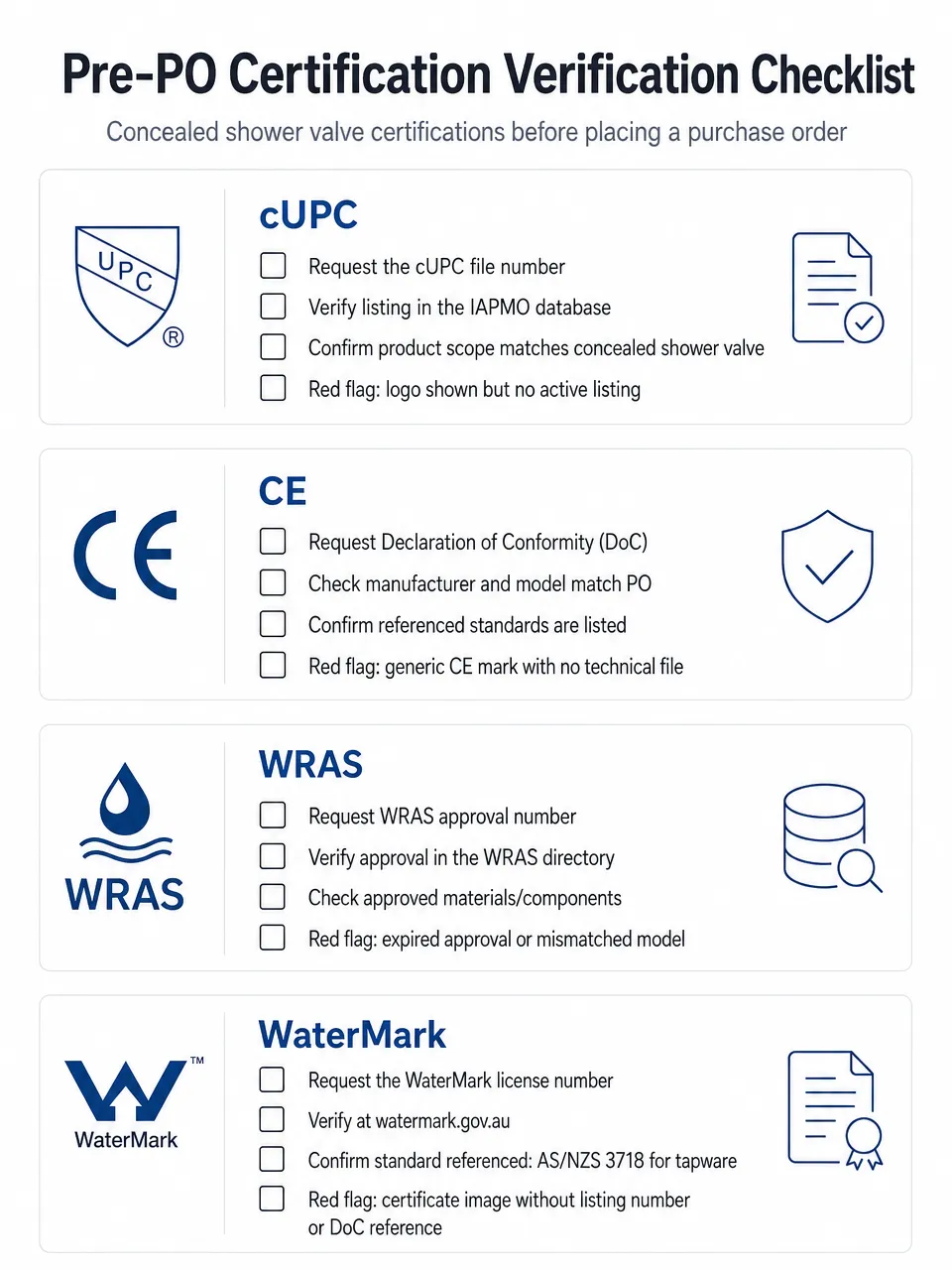
Certification Requirements by Market
This is not a detail to resolve after the valves arrive. Certification determines whether the installation passes inspection. The three markets where we see the most specification errors:
North America (US and Canada) cUPC certification is the standard for plumbing fixture compliance in most US and Canadian jurisdictions. cUPC testing covers lead content (NSF 61 and NSF 372 compliance), pressure performance, and flow rate. A valve without cUPC cannot be installed in a permitted commercial project in most states and provinces. Some jurisdictions also accept IAPMO-listed products — confirm with the local authority having jurisdiction (AHJ) before specifying.
Australia WaterMark certification is mandatory for all plumbing products installed in Australia. WaterMark covers both product performance and installation compliance. A CE-marked valve does not satisfy WaterMark requirements. We've seen project teams assume CE covers Australia because both are "international certifications" — they don't overlap.
Europe CE marking covers the essential requirements of the relevant EU directives, but individual countries may have additional requirements. Germany (DVGW), the UK (WRAS), and France (ACS) each have their own water contact material approvals that go beyond CE. For UK projects post-Brexit, WRAS approval is the relevant standard. Confirm country-specific requirements with your local compliance contact.
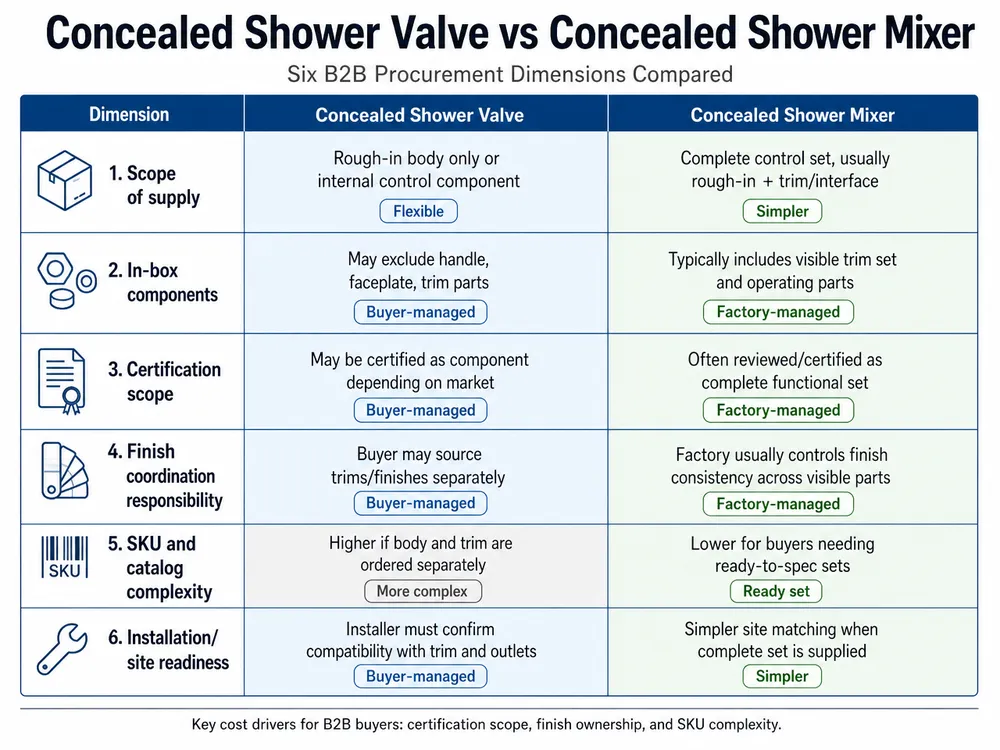
The practical sourcing implication: if your project pipeline spans multiple markets, sourcing from a factory that holds cUPC, CE, and WaterMark under one roof means one set of documentation, one supplier relationship, and no split sourcing to cover your certification footprint. Our Concealed Shower Mixers & Sets carry all three, so a US hotel group with Australian properties doesn't need two factories.
How to Evaluate a Factory's Manufacturing Controls Before Ordering
The spec sheet tells you what the valve is supposed to do. The manufacturing documentation tells you whether it actually does it consistently across a production run. These are the four things worth verifying before committing to volume on a commercial project.
1. Thread tolerance documentation
Ask for the CNC machining tolerance specification for valve seat threads. The number you want to see is ±0.05mm or tighter. Anything looser than ±0.1mm is a risk on a commercial project where the valves will see daily thermal cycling for 15+ years. We hold ±0.05mm on valve seat interfaces — it's the same tolerance we run for our cUPC-certified product line, and we apply it across all production regardless of destination market.
2. Cartridge endurance test reports
500,000 open/close cycles is the industry benchmark for commercial-grade cartridge endurance. The important question is not whether the factory claims this number — it's whether they test every production batch or only test new product introductions. A factory that tests only at product launch is giving you data from a sample that may be 3 years old. We run 500,000-cycle endurance testing on every production batch, and the test report ships with the order documentation.
3. Pressure and leak test data
Every valve body should be leak-tested at rated pressure before leaving the factory. The standard test is 0.6 MPa for 60 seconds with zero leakage. Ask for the outgoing inspection protocol and confirm this test is 100% (every unit) rather than statistical sampling. On a 500-unit hotel order, a 1% leak rate that slips through sampling means 5 valves that fail on-site.
4. Incoming material controls
For cUPC-compliant product, the brass alloy must meet NSF 372 lead content requirements (≤0.25% weighted average lead content). Ask whether the factory runs XRF analysis on incoming brass batches or relies on mill certificates alone. Mill certificates can be falsified; XRF testing on incoming material is the control that actually catches non-compliant alloy before it enters production.
(We've had two cartridge suppliers over the years who passed paper qualification but showed early failure rates in our endurance testing. Both were removed from the approved list. We now require a 50,000-cycle pre-qualification test on any new cartridge supplier before they enter production — that's the kind of upstream control that doesn't show up on a spec sheet but matters when you're deploying 500 valves in a hotel.)

Common Installation Mistakes That Start at the Specification Stage
A few failure modes that show up during installation but are actually locked in during procurement:
Specifying pressure balance when thermostatic is required. Most commercial plumbing codes in North America, Australia, and the UK require thermostatic mixing valves in commercial shower applications to prevent scalding. A pressure balance valve controls pressure differential but not temperature — it won't satisfy a thermostatic requirement. Confirm valve type against the applicable code before specifying.
Ordering without confirming trim kit compatibility. The valve body and trim plate are not always interchangeable across product lines, even from the same factory. If you're sourcing valve bodies and trim kits separately — or mixing a new valve body with an existing trim specification — confirm dimensional compatibility before the order ships. The trim plate's adjustment range, spindle depth, and escutcheon diameter all need to match the valve body spec.
Specifying inlet thread standard without confirming local supply pipe. BSP (British Standard Pipe) and NPT (National Pipe Thread) are not interchangeable. A BSP valve on an NPT supply line requires an adapter fitting, which adds a potential leak point and may not be acceptable to the inspector. Confirm the thread standard against the building's supply pipe specification.
Not accounting for access panel requirements. Some jurisdictions require an access panel behind concealed valve installations for maintenance. If the wall assembly doesn't include an access panel and the code requires one, the inspector will flag it regardless of how well the valve is installed. Check the local plumbing code for access requirements before the wall closes.
Sourcing the Right Valve for Your Project Volume and Market
The sourcing decision on a commercial project is different from a residential one. You're not buying one valve — you're buying a specification that will be installed across 50, 100, or 500 rooms, and any field failure multiplies across the entire installation.
The practical sourcing logic for commercial projects:
- Pilot before full rollout. Order 20–50 units for a pilot installation before committing to the full project volume. Verify rough-in depth against the actual wall assembly, confirm trim plate fit, and run the valves through a pressure test on-site. Our OEM minimum is 200 pieces — low enough to run a pilot on a single floor before ordering for the full building.
- Request the full documentation package upfront. For a commercial project, you need: cUPC/CE/WaterMark certificate (as applicable), cartridge endurance test report, pressure test protocol, and material compliance documentation (NSF 372 for North American projects). Request these before the order, not after the container ships.
- Lock the specification in writing. Specify rough-in depth, inlet/outlet thread standard, valve type (pressure balance or thermostatic), finish, and certification in the purchase order. A verbal agreement on "standard commercial spec" is not a specification — it's an assumption that will be interpreted differently by the factory and the installer.
- Confirm lead time against your project schedule. Standard catalog concealed valves typically ship in 25–35 days from order confirmation. OEM orders with custom rough-in depth or non-standard trim configurations run 35–50 days. Build that into your procurement timeline before the wall framing is complete.
If your project spans multiple markets — a hotel group with properties in the US, Australia, and Europe — sourcing from a factory that holds cUPC, CE, and WaterMark under one roof eliminates the split-sourcing problem. One factory, one documentation package, one supplier relationship to manage. Send your project brief to Request Quote with your target market, required certifications, rough-in depth constraints, and order volume — we'll come back with a matched valve configuration and the documentation your compliance team needs.
Frequently Asked Questions
What is the standard rough-in depth for a concealed shower valve?
Most commercial concealed valves have a nominal rough-in depth of 60–90mm from the finished wall surface. The exact figure depends on the valve model and the trim plate's adjustment range. The more important number is the trim plate's adjustment tolerance — typically ±5–10mm from nominal — which determines how much variation in wall assembly build-up the installation can absorb without rework. Always cross-reference the valve's rough-in depth spec against your actual wall assembly calculation before ordering.
Can I use a CE-certified concealed valve on a US commercial project?
No. CE certification covers European conformity requirements and does not satisfy US plumbing code. cUPC (or IAPMO listing) is required for commercial plumbing fixture installation in most US and Canadian jurisdictions. Confirm the applicable certification with the local authority having jurisdiction before specifying.
What's the difference between a pressure balance and thermostatic concealed valve for commercial use?
A pressure balance valve maintains a constant ratio between hot and cold supply pressure, preventing sudden temperature swings when another fixture is used. A thermostatic valve actively controls outlet temperature to a set point regardless of supply pressure or temperature variation. Most commercial plumbing codes in North America, Australia, and the UK require thermostatic valves in commercial shower applications to prevent scalding — pressure balance valves typically don't satisfy this requirement in commercial settings.
How do I verify a factory's thread tolerance before ordering?
Ask for the CNC machining process specification for valve seat threads, specifically the tolerance on the thread pitch diameter. The target for commercial-grade concealed valves is ±0.05mm. If the factory can't provide a documented tolerance — only a verbal assurance — treat that as a risk signal. Factories running tight tolerances have the documentation because it's part of their QC process.
What MOQ is realistic for a pilot order on a commercial project?
200 pieces is a workable pilot quantity for most commercial projects — enough to cover a single floor or a representative sample of rooms, and low enough to validate the specification before committing to full project volume. At that quantity, you can verify rough-in depth against the actual wall assembly, confirm trim plate fit, and run on-site pressure tests before the full order ships.