The second container arrives. You open a carton, hold a faucet next to one from the first shipment, and the difference is visible under the warehouse fluorescents. One reads warm charcoal. The other reads cool graphite. Both are labeled "matte black." Both came from the same supplier.
This is the most common finish complaint we hear from distributors and hotel FF&E teams who've been sourcing matte black faucets for a few years. It doesn't happen because the factory is careless. It happens because matte black is a finish category, not a specification — and most purchase orders never define it precisely enough to prevent drift between batches.
The fix is not complicated, but it requires knowing what to specify, what process controls to verify, and what documentation to require before you commit to volume. This guide walks through each of those steps.

Why Matte Black Finish Drifts Between Batches
Matte black is not a single coating. It's an outcome that can be produced by at least three different processes — PVD (physical vapor deposition), electroplating with a black chrome or black nickel layer, and powder coating — and each process has different batch-to-batch stability characteristics.
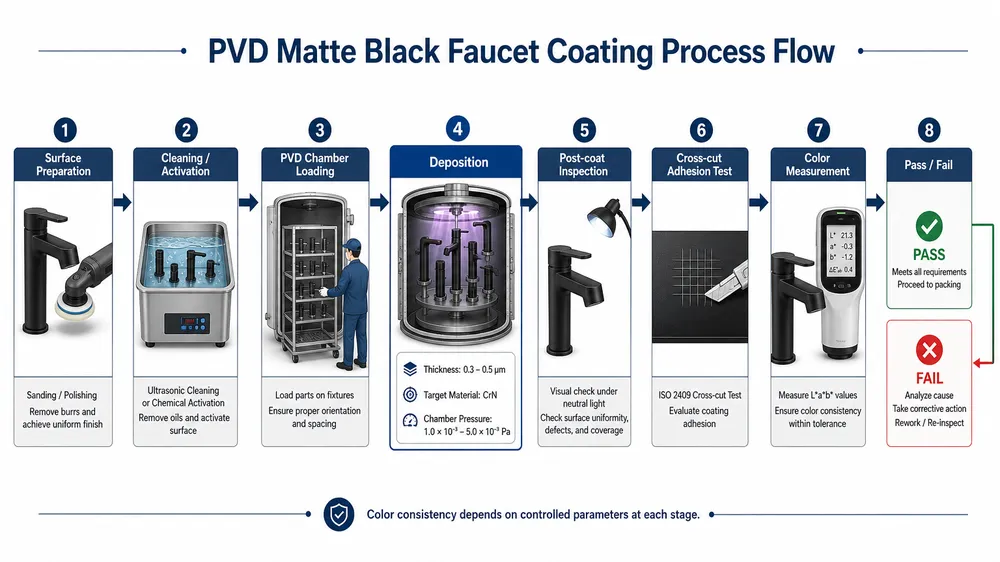
PVD deposits a thin ceramic or metallic compound layer (typically titanium nitride or zirconium nitride variants) in a vacuum chamber. The color result depends on coating thickness, target material composition, chamber pressure, and deposition time. Hold those parameters steady and the color holds steady. Let any one of them drift — a worn target, a pressure fluctuation, a batch of parts with inconsistent surface prep — and the color shifts. PVD is the most durable and most controllable process for matte black, but only if the factory is actually controlling the parameters.
Electroplating with black chrome or black nickel produces a matte black appearance through a different mechanism: the surface texture and light absorption properties of the deposited layer. Bath chemistry, current density, and plating time all affect the final color. This process is more sensitive to bath aging than PVD — a bath that's been running for three weeks produces a slightly different result than a fresh bath, and factories that don't monitor bath chemistry closely will see color drift across a production run, let alone across batches separated by weeks.
Powder coating applies a dry polymer powder electrostatically and cures it in an oven. Color consistency depends on powder lot consistency, film thickness (typically 60–80μm for faucet applications), and cure temperature. Powder coating is the least durable option for bathroom faucets — it's more susceptible to chipping at edges and to moisture penetration at pinholes — and it's the hardest to match precisely on reorders because powder lots from the same supplier can vary slightly in color.
The practical implication: if you don't know which process your supplier uses, you can't evaluate their consistency controls. And if you don't specify a color tolerance, you have no contractual basis to reject a batch that drifts.
Delta E: The Number That Belongs in Your Purchase Order
Delta E (ΔE) is the standard metric for quantifying color difference. It's calculated from measurements taken with a spectrophotometer against a defined reference color in the CIE L\a\b\* color space. The number represents the total perceptible difference between two colors — a ΔE of 1.0 is roughly the threshold of human perception under controlled viewing conditions.
For matte black faucet sourcing, here's how to think about the tolerance bands:
| Delta E Range | Practical Meaning for Matte Black Faucets |
|---|---|
| ΔE < 1.0 | Imperceptible difference — laboratory standard |
| ΔE 1.0–2.0 | Acceptable for most commercial applications; slight difference visible only under direct comparison |
| ΔE 2.0–3.5 | Noticeable under direct comparison; borderline for hotel or high-end residential projects |
| ΔE > 3.5 | Visible difference in normal viewing; likely to generate complaints in installed projects |
For hotel FF&E and multi-unit residential projects where faucets from different shipments will be installed in the same space, specify ΔE ≤ 2.0 against a retained color standard. For distributor stock where batches are sold into different projects over time, ΔE ≤ 3.0 is a workable tolerance that most competent PVD lines can hold.
The reference standard matters as much as the tolerance number. Your purchase order should specify that the supplier retain a physical color standard from the approved sample batch, and that all subsequent batches are measured against that retained standard — not against a fresh reference produced at the time of measurement. (We keep retained color standards for every active OEM finish program, filed by customer and batch date. When a reorder comes in, the QC team pulls the original standard and measures against it before the batch ships.)

PVD Process Parameters: What Controls the Color
If your supplier runs PVD for matte black, the color consistency comes down to four controllable parameters. A factory that can tell you their target values for each of these is a factory that's actually managing the process. A factory that gives you vague answers is a factory that's hoping the color comes out right.
Coating thickness: 0.3–0.5μm is the typical working range for decorative PVD on faucet hardware. Thinner than 0.3μm and the color can appear uneven or lighter than target. Thicker than 0.5μm and you start to see color shift toward a different tone depending on the target material. The factory should be measuring coating thickness on test coupons from each chamber run — not estimating it from deposition time alone.
Target material composition determines the base color. For matte black, common target materials include titanium (producing TiN or TiCN compounds), zirconium, and chromium-based compounds. The specific compound and its stoichiometry affect the final color. A factory that has switched target materials between your first and second order — even to a "similar" material — will produce a different color.
Chamber pressure and gas mix during reactive deposition affect the compound formation and therefore the color. Nitrogen-to-argon ratios, for example, shift the color of titanium nitride coatings from gold toward bronze toward black as the nitrogen partial pressure increases. These parameters should be documented in the factory's process specification, not adjusted by the operator based on visual judgment.
Surface preparation consistency before PVD is often the variable that gets overlooked. PVD coats whatever surface it lands on — if the pre-treatment (polishing, cleaning, activation) varies between batches, the coating adhesion and appearance will vary too. A batch of parts with residual machining oil or inconsistent polish will produce a different color result than a properly prepared batch, even with identical PVD parameters.
Ask your supplier for their documented PVD process specification. It should list target values and acceptable ranges for each of these parameters. If they can't produce that document, the process is not under control.
Supplier Qualification Checklist for Matte Black Finish Consistency
Before placing a large matte black order, work through this checklist. The questions are designed to separate factories that control their finish process from factories that produce acceptable samples but can't hold consistency at volume.
Process and equipment:
- [ ] Is matte black finishing done in-house or subcontracted? (Subcontracted finishing means color parameters are controlled by a third party you can't audit.)
- [ ] What coating process is used — PVD, electroplating, or powder coat?
- [ ] For PVD: what is the target coating thickness range, and how is it measured per batch?
- [ ] For PVD: what target material is used, and has it changed in the past 12 months?
- [ ] For electroplating: how often is bath chemistry tested and adjusted?
Color control:
- [ ] Does the factory use a spectrophotometer for color measurement?
- [ ] What Delta E tolerance does the factory currently hold on matte black?
- [ ] Are color measurements taken against a retained physical standard or a fresh reference?
- [ ] Can the factory provide color measurement data (L\a\b\* values) from the approved sample batch?
QC documentation:
- [ ] Is a cross-cut adhesion test performed on every batch? (ASTM D3359 or equivalent)
- [ ] Is salt spray testing performed on matte black batches, and what is the minimum pass threshold?
- [ ] Will color measurement reports be included in the shipment documentation?
Reorder controls:
- [ ] Does the factory retain a physical color standard from the first approved batch?
- [ ] Is the same PVD line and operator team used for reorders of the same SKU?
- [ ] What is the process for notifying the buyer if a process parameter changes between orders?
A supplier who can answer all of these questions with specific numbers and documented procedures is a supplier whose matte black finish you can rely on across multiple containers. A supplier who answers with "we have strict quality control" and "our finish is very stable" is telling you they don't have the controls in place.

Common Sourcing Mistakes That Cause Color Variation
Accepting a sample without specifying color tolerance. The sample approval process is where the color standard gets established. If you approve a sample without recording the L\a\b\* color coordinates and specifying a ΔE tolerance for production, you have no objective basis to reject a batch that drifts. The supplier's position will be "it's matte black, same as the sample" — and they're not wrong, technically.
Using a factory that subcontracts finishing. This is the single biggest structural risk for matte black consistency. When the factory sends parts to an outside plating shop for finishing, the color parameters are controlled by a team you've never met, on equipment you've never audited, with process specs that may change without notice. We've seen buyers receive three containers from the same factory with three visibly different matte black shades — all because the factory was rotating between two subcontract plating shops depending on capacity. In-house finishing is not a premium feature; it's a basic requirement for color consistency at scale.
Skipping inter-batch comparison on reorders. The first container looks fine. The second container arrives and goes straight to the warehouse without a comparison check. By the time the color difference is noticed — when a customer installs faucets from two different shipments in the same bathroom — the third container is already in production. Build a simple incoming inspection step: pull one unit from the new shipment, hold it next to a retained unit from the previous shipment, and check under consistent lighting. If you've specified ΔE tolerance, measure it. This takes five minutes and catches drift before it becomes a customer complaint.
Ordering mixed finishes without specifying cross-finish color matching. If your order includes both matte black faucets and matte black accessories (towel bars, toilet paper holders, robe hooks), the finish on each product type may come from a different production run or even a different process. Specify that all matte black items in the order must be measured against the same color standard and fall within the same ΔE tolerance. Otherwise you'll receive a shipment where the faucet and the towel bar are both "matte black" but don't match when installed together.
Treating the first order as a one-time event. Matte black is a finish that buyers reorder. Hotel chains renovate in phases. Distributors restock. If you don't establish the color standard and documentation requirements on the first order, you're starting from scratch on every reorder — and the color will drift.
How Wfaucet Controls Matte Black Consistency Across Batches
Our matte black finish runs on our own in-house PVD line. No subcontracted finishing. The same team, the same equipment, and the same documented process specification handle every matte black batch we produce — whether it's a 200-unit OEM trial or a 5,000-unit reorder.
The process specification for matte black PVD is documented and version-controlled. It defines target coating thickness (0.3–0.5μm), target material composition, chamber pressure range, gas mix ratios, and pre-treatment requirements. When a batch runs, the operator records the actual parameters against the spec. If a parameter falls outside the acceptable range, the batch is held for review — it doesn't move to assembly.
Every matte black batch goes through a cross-cut adhesion test (ASTM D3359 equivalent) before it leaves the finishing line. We're checking that the coating is bonded properly, not just that it looks right. A coating that passes visual inspection but fails adhesion will chip in the field — and chipping exposes the substrate, which changes the color and generates warranty claims. (We added the per-batch adhesion test after seeing a small number of early-production matte black units show edge chipping after 6 months in service. The root cause was inconsistent pre-treatment on a batch of castings with tighter-than-usual surface porosity. The adhesion test catches that before it ships.)
For OEM buyers who specify Delta E tolerance, we measure L\a\b\* color coordinates on each batch using a calibrated spectrophotometer and compare against the retained color standard from the approved sample. The measurement report is included in the shipment documentation. If a batch measures outside the agreed ΔE tolerance, it doesn't ship — we re-run the affected parts.
The 200-piece OEM MOQ exists specifically to support color-matched test batches. If you're about to commit to a 3,000-unit order of matte black faucets for a hotel project, run a 200-unit test batch first. Get the color standard established, get the measurement data, and confirm the finish matches your project specification before you're committed to full container volume. That's a much cheaper way to find out if there's a process alignment issue than discovering it after the container arrives.
For buyers sourcing Matte Black Bathroom Faucets across multiple SKUs — faucets, shower systems, accessories — we can run all matte black items against the same color standard in the same production window, so the finish matches across your full product set. This is something that's only possible when finishing is in-house and the schedule is coordinated. A factory routing different product types to different subcontract shops can't make that guarantee.
Our full Bathroom Faucets range is available in matte black, and we can extend the same color-controlled process to custom OEM designs. If you're working from a reference sample or a specific L\a\b\* target, send it to us and we'll confirm whether our current process spec can hit it before you commit to tooling.
Frequently Asked Questions
What Delta E tolerance should I specify for a hotel renovation project?
For hotel projects where faucets from multiple shipments will be installed in the same property, specify ΔE ≤ 2.0 against a retained physical color standard. At ΔE 2.0, the difference between batches is at the edge of perception under direct comparison — acceptable for most commercial environments. If the project has particularly critical color matching requirements (e.g., faucets installed adjacent to other matte black fixtures from a different manufacturer), tighten to ΔE ≤ 1.5 and confirm the supplier can hold that tolerance before ordering.
Can PVD matte black be matched to powder-coated matte black accessories from another supplier?
It's possible but requires careful coordination. PVD and powder coat produce different surface textures and light absorption characteristics, so even if the L\a\b\* coordinates are close, the visual appearance under different lighting conditions may differ. The safest approach is to source all matte black items in a project from the same factory using the same process. If you must mix sources, request physical samples from both suppliers and evaluate them together under the lighting conditions of the installation environment before committing to volume.
What documentation should I require from a matte black faucet supplier for each shipment?
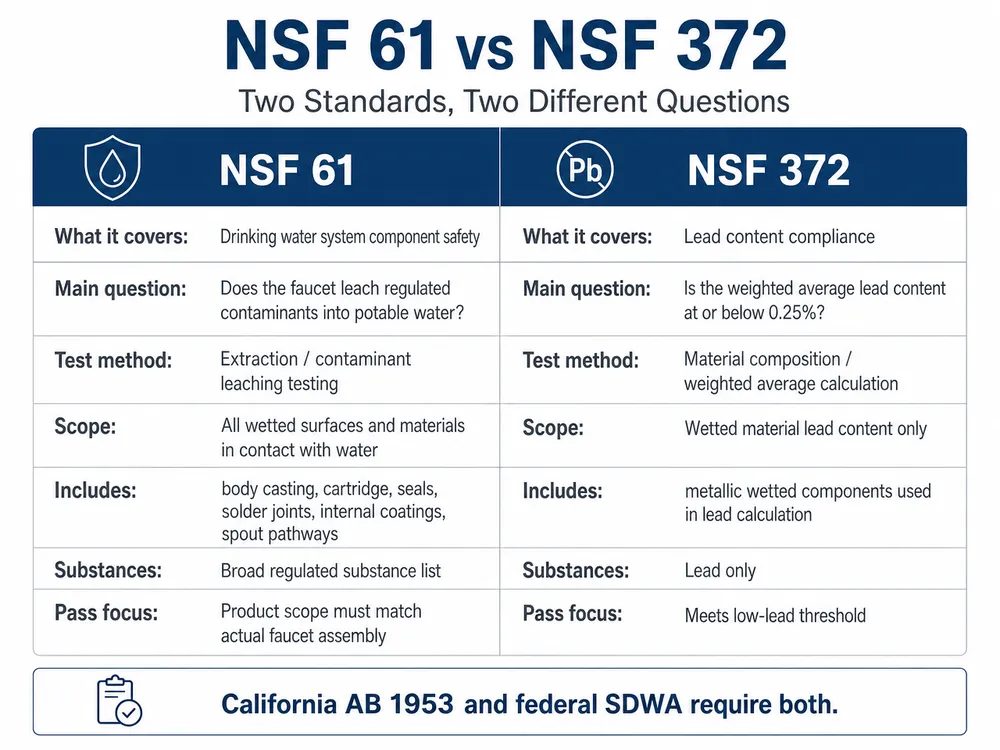
At minimum: a color measurement report showing L\a\b\* values and ΔE against the retained color standard, a cross-cut adhesion test result, and a salt spray test report. For North American or European markets, also confirm that the finish complies with the relevant heavy metals restrictions (REACH for Europe, Prop 65 for California). A supplier who can't provide these documents on request is a supplier whose process controls you can't verify.
How do I evaluate a matte black faucet sample before approving it for production?
Evaluate the sample under at least two lighting conditions: neutral daylight (D65 standard illuminant if you have a light booth) and warm incandescent. Matte black finishes can shift noticeably between lighting types. Record the L\a\b\* color coordinates with a spectrophotometer and retain the physical sample as your production color standard. Check the finish at edges and around handle attachment points — these are the areas most likely to show adhesion weakness. Run a fingernail scratch test on an inconspicuous area; a properly adhered PVD coating should not scratch off with fingernail pressure.
What is the minimum order quantity for a color-matched matte black test batch at Wfaucet?
200 pieces. That's enough to establish a color standard, run the full QC process, and evaluate the finish in your market before committing to full container volume. For buyers who need to match an existing matte black finish from a previous supplier, send us a physical sample and we'll assess the match before you place the test order. You can Request a Quote with your target SKU and color reference, and we'll confirm the process alignment upfront.
For a deeper look at finish selection and durability considerations across the full matte black range, see our matte black bathroom faucet finish guide.