Finish is the first thing your customer sees and the last thing most buyers think to specify correctly. We've had containers arrive at distribution warehouses where the buyer ordered "chrome" without specifying the plating stack — and the product looked fine on arrival, then started showing corrosion at weld seams within six months. That's a warranty claim problem, a brand reputation problem, and a reorder problem, all from one underspecified line on an RFQ.
This guide covers what actually separates the three dominant bathroom faucet finishes — chrome, brushed nickel, and matte black — at the process level, what durability benchmarks to hold your supplier to, how finish selection maps to your destination market, and what to put in your RFQ so you don't end up with a container of product that fails in the field.
What the finish actually is: process determines performance, not color
The color is the last thing applied. What matters for durability, compliance, and long-term field performance is the process underneath it.
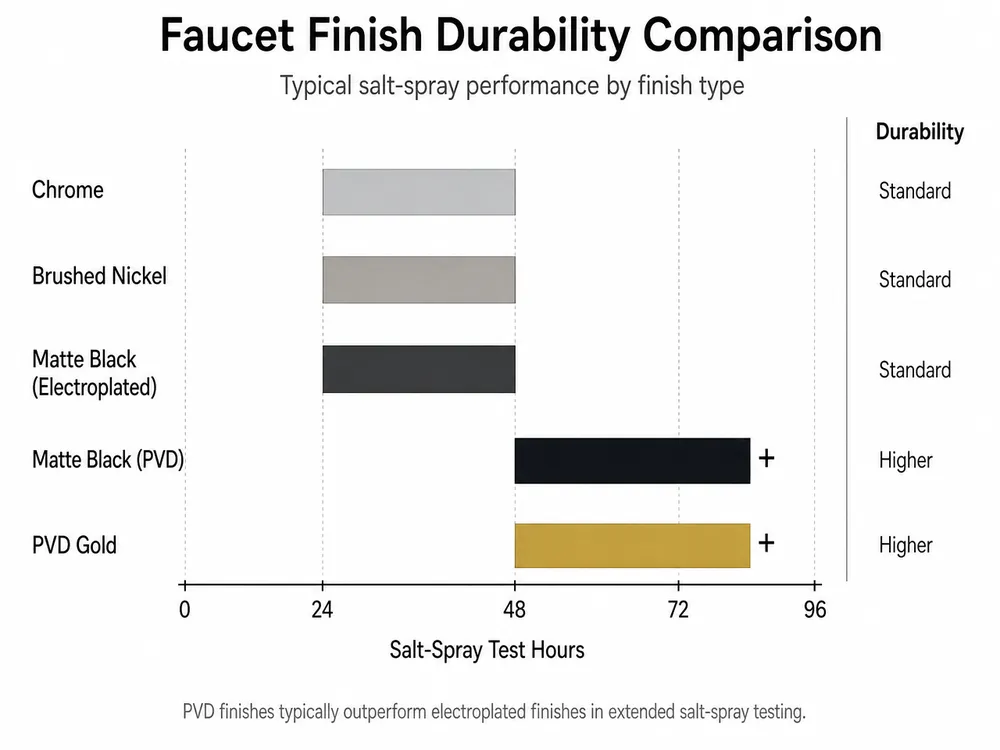
Electroplating is the process behind chrome and brushed nickel. The brass body goes through a sequence of chemical baths: a copper base coat is deposited first to improve adhesion and fill micro-porosity in the casting surface, then a nickel mid-coat, then the decorative top layer — either bright chrome or a brushed/satin nickel. The nickel mid-coat is the corrosion barrier. It's also the layer that cost-cutting suppliers skip or thin out. When you see chrome faucets failing salt spray at 24–48 hours, that's almost always a thin or absent nickel mid-coat.
PVD (physical vapor deposition) is the process behind matte black, PVD gold, and oil-rubbed bronze. The part goes into a vacuum chamber where metal ions are deposited at the atomic level onto the surface. PVD coatings run 0.3–0.5μm thick — much thinner than electroplating — but the bond is mechanical, not chemical, so adhesion is extremely strong. PVD finishes are harder than electroplated finishes and more resistant to scratching, but the process requires more equipment investment and tighter process control, which is why not every factory runs it in-house.
The practical difference for your sourcing decision: electroplated finishes are more cost-sensitive to process shortcuts, and the shortcuts are invisible until the product is in the field. PVD finishes are harder to fake — either the vacuum chamber runs correctly or the coating fails adhesion testing immediately.

Finish-by-finish spec breakdown
The table below covers the process parameters and durability benchmarks that matter for bulk sourcing decisions. These are the numbers to reference when evaluating a supplier's finish quality claims.
| Finish | Process | Coating stack | Typical thickness | Salt spray (min pass) | Scratch resistance | Typical MOQ impact |
|---|---|---|---|---|---|---|
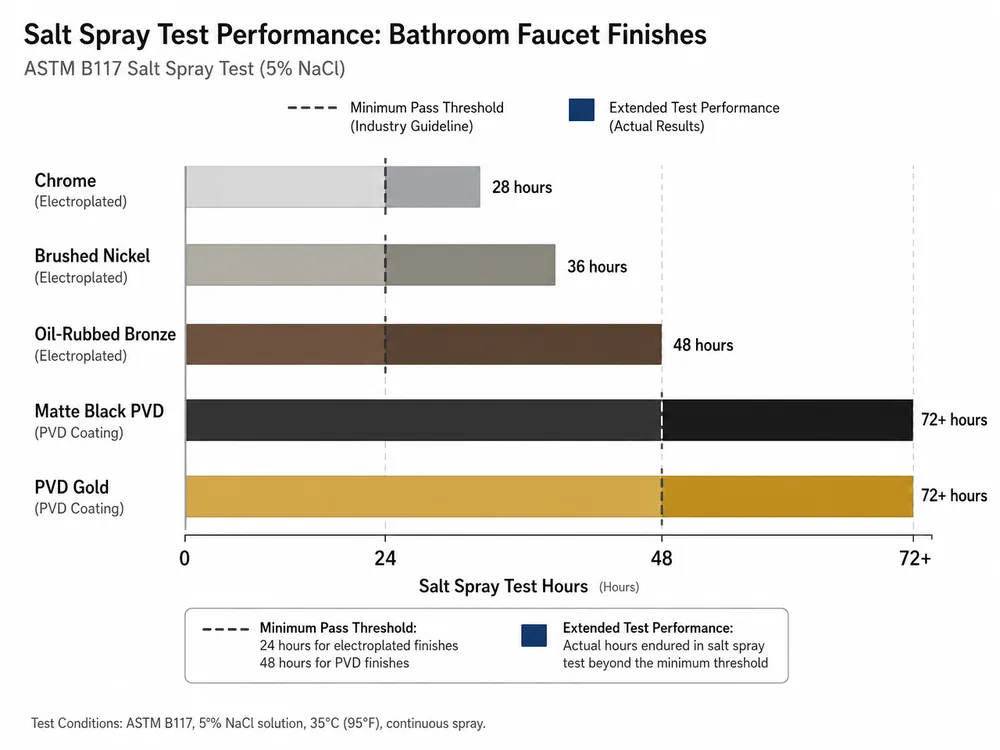
| Chrome | Electroplating | Cu + Ni + Cr | 15–25μm total | 24h (48h on new batches) | Moderate | Standard — no premium |
| Brushed nickel | Electroplating | Cu + Ni + brushed Ni | 15–25μm total | 24h (48h on new batches) | Moderate | Standard — no premium |
| Matte black | PVD | PVD top coat over base | 0.3–0.5μm | 48h+ | High | Small premium — PVD line setup |
| PVD gold | PVD | PVD top coat over base | 0.3–0.5μm | 48h+ | High | Premium — lower volume |
| Oil-rubbed bronze | Electroplating + patina | Cu + Ni + ORB patina | 15–20μm total | 24h | Moderate | Standard |
A few things worth noting in that table. The PVD coating thickness looks thin compared to electroplating, but thickness isn't the right metric for PVD — adhesion strength and hardness are. A 0.4μm PVD coating that passes cross-cut tape adhesion testing will outlast a 20μm electroplated finish with a thin nickel mid-coat. The metric that matters is salt spray hours combined with adhesion test results, not coating thickness alone.
The MOQ impact column reflects real production economics. Chrome and brushed nickel run on the same electroplating line with a process change between them — no significant setup cost difference. PVD requires a dedicated chamber run, so there's a small per-batch setup cost that gets amortized across the order quantity. For orders above 500 units, the per-unit premium is minor. Below 200 units, it's worth discussing with your supplier.

The nickel mid-coat problem: where cheap chrome fails
This is the most common finish failure mode we see in the market, and it's worth explaining in detail because it's invisible at the time of purchase.
Standard electroplating for decorative chrome runs a three-layer stack: copper base, nickel mid-coat, chrome top. The copper base improves adhesion to the brass substrate and fills surface micro-porosity from casting. The nickel mid-coat — typically 8–15μm — is the actual corrosion barrier. The chrome top coat is thin (0.2–0.5μm for decorative chrome) and provides the bright reflective surface, but it's microscopically porous. Corrosion resistance comes from the nickel underneath, not the chrome on top.
When a supplier cuts costs on electroplating, the nickel mid-coat is the first thing to go thin. A 3–5μm nickel layer instead of 10–15μm passes visual inspection, passes a 24-hour salt spray test, and looks identical to a properly plated part. It starts failing at 48–72 hours in salt spray, and in real-world use it shows corrosion at weld seams and machined edges within 6–18 months — exactly the areas where the coating is thinnest.
The way to catch this at the RFQ stage: ask for the plating specification sheet showing the target nickel mid-coat thickness, and ask for 48-hour salt spray test results, not just 24-hour. A supplier running a proper nickel stack will have both documents readily available. A supplier who hesitates on the 48-hour result is telling you something.
We run our chrome and brushed nickel through a copper/nickel/chrome stack with a nickel mid-coat in the 10–15μm range. Our standard salt spray requirement is 24 hours minimum; we run 48-hour tests on every new batch and on any plating line run after a chemistry adjustment. (We added the 48-hour protocol after our QC manager flagged early tarnishing on a brushed nickel shipment to a humid-climate market — the 24-hour test had passed, but the 48-hour test caught the issue on the next batch before it shipped.)
Trivalent chrome and EU compliance
If you're sourcing for the European market, the chrome process type matters beyond just durability.
Traditional decorative chrome plating uses hexavalent chromium (Cr VI) in the process bath. Hexavalent chromium is a regulated substance under EU RoHS and REACH directives. While the finished plated product typically contains only trace amounts of Cr VI in the coating itself, the process generates Cr VI in wastewater and air emissions — and EU buyers increasingly require suppliers to document their chrome process type as part of environmental compliance due diligence.
Trivalent chrome (Cr III) is the alternative process. It produces a visually equivalent decorative chrome finish without hexavalent chromium in the process bath. The trivalent process requires tighter bath chemistry control and slightly different process parameters, but the finished product is indistinguishable from hexavalent chrome to the eye and performs comparably in salt spray testing.
We run trivalent chrome on our decorative chrome line. For EU buyers who need to document their supply chain's environmental practices, we can provide process documentation confirming the trivalent process. This is increasingly a requirement in German and Dutch distribution channels, and it's worth confirming with any supplier you're evaluating for European supply.
Market fit by destination: which finish sells where
Finish selection isn't just a durability question — it's a market positioning question. The wrong finish for your destination market means slower inventory turns and margin pressure, regardless of how well the product is made.
Chrome remains the dominant finish in the Middle East and Southeast Asia. It reads as premium in those markets, it's easy to clean in high-humidity environments, and it's the default specification for hotel and hospitality projects in the Gulf region. If you're supplying contractors or distributors in the UAE, Saudi Arabia, Singapore, or Malaysia, chrome is your baseline SKU. Brushed nickel has some presence in higher-end residential projects in these markets, but chrome is the volume driver.
Brushed nickel holds strong in North America, particularly in the mid-to-upper residential segment. It's the finish that hides water spots and fingerprints better than chrome — a real functional advantage in markets where end users are sensitive to maintenance. It's also the finish that pairs well with stainless steel appliances, which drove its adoption in North American kitchen and bathroom remodels through the 2010s. For distributors supplying US and Canadian home improvement channels or kitchen/bath showrooms, brushed nickel is a core SKU alongside chrome.
Matte black has been the fastest-growing finish in North America and Australia over the past several years. It's moved from a design-forward niche into mainstream residential and hospitality specification. In Australia, matte black is now a standard finish option in mid-range hotel bathroom fitouts — we've seen this shift clearly in our WaterMark-certified order mix over the past three years. In North America, multifamily residential developers and boutique hotel brands have driven significant volume. If you're building a product line for these markets, matte black is no longer optional.
The practical sourcing implication: if you're supplying multiple markets from one container, finish mix matters. A container going to a US distributor who also supplies Canadian and Australian accounts might run 40% brushed nickel, 30% matte black, 25% chrome, and 5% specialty finishes. Getting that mix right — and getting consistent finish quality across all three finishes in the same container — requires a supplier who runs all finishes in-house under one QC system.

Finish consistency across mixed-SKU orders: the distributor's real problem
Single-finish orders are straightforward. The problem most distributors run into is finish consistency when they're ordering multiple SKUs in multiple finishes from the same factory — or worse, from multiple factories.
Here's what happens when finish consistency breaks down: your brushed nickel basin mixer and your brushed nickel towel bar come from two different suppliers. Both pass their individual QC checks. But when they're installed in the same bathroom, the color temperature is slightly different — one reads warmer, one reads cooler. Your customer notices. Your contractor notices. You get a call.
This is a real problem in the accessories and fittings category, and it's one reason why buyers who are building out a full bathroom hardware range increasingly want to source from a single factory. When all five finishes run on our lines under one QC team, the color reference standards, bath chemistry parameters, and visual inspection criteria are the same across every SKU. A brushed nickel faucet and a brushed nickel shower head from the same order will match because they went through the same plating bath on the same day with the same chemistry.
For buyers consolidating a mixed-SKU container — say, three faucet models in two finishes plus matching accessories — we schedule the finish runs in sequence to minimize bath chemistry variation between SKUs. It's a production scheduling discipline, not a marketing claim. The alternative is running each SKU independently and hoping the chemistry is consistent, which it won't be across a two-week production window.
If you're building a coordinated bathroom hardware range for a hotel chain or a multifamily developer, finish consistency across SKUs is worth discussing explicitly at the RFQ stage. Ask your supplier how they control finish color consistency across a mixed-SKU order. The answer will tell you a lot about how they actually run their plating operation.
Certification and compliance: what finish affects at the import stage
Most finish-related compliance questions come up in two contexts: lead content in the plating chemistry, and environmental documentation for the chrome process.
Lead content is the primary concern for cUPC (North America) and WaterMark (Australia) compliance. Both standards require that wetted surfaces — any surface that contacts drinking water — meet strict lead content limits. The plating chemistry itself can introduce lead if the supplier is using non-compliant bath additives. Our incoming brass alloy is XRF-tested for lead content on every batch, and our plating chemistry is qualified against cUPC and WaterMark requirements. For buyers importing into California (which enforces AB 1953 lead-free requirements), this documentation is non-negotiable.
Chrome process documentation matters for EU buyers, as covered above. CE marking doesn't specifically require trivalent chrome, but environmental due diligence requirements from EU importers and distributors increasingly do. If your EU customers are asking for supply chain environmental documentation, confirm the chrome process type with your supplier before you commit to an order.
WaterMark certification in Australia covers the product as a whole, including the finish, because the certification tests the complete assembled product. If you're adding a new finish variant to an existing WaterMark-certified product, that typically requires a certification extension — it's not automatic. We manage certification extensions for new finish variants on existing certified bodies, so buyers adding matte black to an existing chrome-certified range don't need to run a full re-certification from scratch.
For a full view of our bathroom faucets with available certifications by finish, the product pages list the certification status for each SKU.
How to specify finish in an RFQ: what to include
Most finish-related sourcing problems start with an underspecified RFQ. "Chrome finish" is not a specification — it's a color description. Here's what a complete finish specification looks like:
Process type: electroplating (specify trivalent or hexavalent chrome if relevant) or PVD
Coating stack: for electroplating, specify the layer sequence and target thickness for each layer (e.g., Cu 5μm / Ni 12μm / Cr 0.3μm)
Salt spray requirement: specify the minimum pass threshold in hours (e.g., 24h minimum, 48h preferred) and the test standard (ASTM B117 or equivalent)
Adhesion test: specify cross-cut tape test per ISO 2409 or equivalent
Visual reference: provide a physical sample or a Pantone/RAL reference for color temperature, especially for brushed and matte finishes where color temperature varies between suppliers
Certification requirement: specify which certifications apply to the destination market (cUPC, CE, WaterMark) and confirm the finish is covered under the existing certification or requires an extension
Consistency requirement: if ordering multiple SKUs in the same finish, specify that finish color consistency across SKUs is a QC acceptance criterion
When you send an RFQ with these parameters, you're giving the supplier a clear acceptance standard. You're also filtering out suppliers who can't meet the spec — a supplier who can't provide a plating specification sheet with layer thicknesses is telling you they don't control their process at that level.
We respond to RFQs with our process specification sheet, available salt spray test data, and certification status for the requested finish. If your spec requires something outside our standard parameters, we'll tell you directly rather than quote a product that won't meet your requirements.
Sourcing traps: what to watch for when evaluating finish quality
The 24-hour salt spray pass that doesn't tell the whole story. A 24-hour salt spray pass is the minimum threshold, not a quality benchmark. Ask for 48-hour results. If the supplier only has 24-hour data, that's a process confidence signal.
Finish samples that don't represent production. It's common for suppliers to send hand-polished or specially prepared samples that look better than production output. Ask for production samples pulled from a recent batch, not from a dedicated sample run. Better yet, ask for the QC report from the batch the sample came from.
Subcontracted finishing. Some factories subcontract their plating or PVD work to outside finishing shops. This isn't automatically a problem, but it means the factory doesn't control the process directly — and finish consistency across a mixed-SKU order becomes harder to guarantee. Ask directly: is the finishing done in-house or subcontracted? If subcontracted, ask how they control color consistency across batches.
Missing nickel mid-coat specification. If a supplier's plating spec sheet shows only "copper + chrome" without a nickel mid-coat, that's a red flag. The nickel layer is the corrosion barrier. Its absence or thinness is the most common cause of premature chrome failure.
PVD claims without adhesion test data. PVD is a premium process, and some suppliers use the term loosely to describe any dark or matte finish, including painted or powder-coated finishes. Ask for the PVD process documentation and cross-cut adhesion test results. A genuine PVD finish will have both.
Choosing the right finish for your order: a practical decision guide
The right finish depends on three things: your destination market, your project type, and your certification requirements. Here's how to think through it:
If you're supplying the Middle East or Southeast Asia: Chrome is your primary finish. It's the market expectation for hotel and residential projects in these regions. Specify trivalent chrome if your buyers have environmental documentation requirements. Brushed nickel works for premium residential, but don't over-index on it for volume.
If you're supplying North America: Brushed nickel and matte black are your core SKUs. Chrome still moves in builder-grade residential and commercial, but the design-forward segment has largely shifted to brushed nickel and matte black. For multifamily and hospitality, matte black is increasingly specified by architects and interior designers. See our matte black bathroom faucets and brushed nickel bathroom faucets for available SKUs and certification status.
If you're supplying Australia: Matte black has strong momentum in the mid-to-upper residential and hospitality segment. WaterMark certification is required — confirm the finish variant is covered under the certification before ordering. Chrome remains the volume finish for builder-grade supply.
If you're supplying Europe: Chrome and brushed nickel are the baseline. Matte black is growing, particularly in Scandinavian and German markets. Confirm trivalent chrome process for any chrome orders going to EU buyers with environmental documentation requirements. CE marking is required.
If you're building a coordinated range across multiple SKUs: Prioritize a supplier who runs all finishes in-house. Finish consistency across a mixed-SKU container is a production discipline, not a quality claim — it requires the same plating chemistry, the same color reference standards, and the same QC team across every SKU in the order.
For chrome bathroom faucets with full certification documentation, our product pages include the available certifications and process specifications for each SKU.
Frequently asked questions
Which bathroom faucet finish is most durable for commercial projects?
PVD finishes (matte black, PVD gold) are the most durable in terms of scratch resistance and long-term coating integrity. For high-traffic commercial environments — hotel bathrooms, gym facilities, multifamily common areas — PVD outperforms electroplated finishes because the coating hardness resists abrasion from cleaning products and repeated contact. For standard commercial use where scratch resistance is less critical, a properly plated chrome or brushed nickel with a full nickel mid-coat and 48-hour salt spray rating performs well.
What's the difference between PVD matte black and painted matte black?
PVD matte black is deposited at the atomic level in a vacuum chamber — the coating bonds mechanically to the substrate and is extremely hard. Painted or powder-coated matte black is a surface coating applied over the substrate; it's softer, more susceptible to chipping at edges, and typically fails adhesion testing faster than PVD. The visual difference is subtle on a new product, but PVD holds its appearance significantly longer in use. Ask for cross-cut adhesion test results and salt spray data to confirm which process your supplier is actually using.
Does finish affect cUPC or WaterMark certification?
Yes, in two ways. First, the plating chemistry must meet lead content requirements for wetted surfaces — this is a material compliance issue, not just a visual one. Second, for WaterMark certification in Australia, the finish variant is part of the certified product specification. Adding a new finish to an existing certified product typically requires a certification extension, not a full re-certification, but it does require documentation. Confirm with your supplier that the specific finish you're ordering is covered under their existing certification before placing a bulk order.
How do I verify finish quality before committing to a bulk order?
Request production samples (not dedicated sample-run parts) along with the QC report from the batch they came from. Ask for the plating specification sheet showing layer sequence and target thicknesses. Ask for 48-hour salt spray test results. For PVD finishes, ask for cross-cut adhesion test results. If the supplier can provide all four documents without hesitation, their process is controlled. If they can only provide the sample, their process documentation is weak.
What MOQ applies to less common finishes like PVD gold or oil-rubbed bronze?
For our standard finishes — chrome, brushed nickel, matte black — MOQ starts at 200 pieces per SKU. PVD gold and oil-rubbed bronze carry a slightly higher MOQ (typically 300–500 pieces) because the batch setup cost is higher relative to the order volume. For mixed-finish orders, we can discuss minimum quantities per finish within a combined order. Send your target SKU mix and volumes to Request Quote and we'll confirm the MOQ structure for your specific order.
Can I order multiple finishes in one container and get consistent color matching?
Yes, if the supplier runs all finishes in-house under one QC system. When finishes are subcontracted to different shops, color consistency across SKUs in the same container is difficult to guarantee. We run all five finishes on our own lines, and for mixed-finish orders we schedule the finish runs in sequence to minimize bath chemistry variation. Color reference standards are maintained per finish type, and post-plating visual inspection uses the same reference samples across all SKUs in the order.